在硬质合金刀具 PVD 涂层生产中发现,崩刃和钝化带涂层脱落是造成涂层刀具不合格的主要形式。即使在涂层现场采取严格的防磕碰措施,确保刀具间在静态装载和动态工艺时均互不接触,并进行全流程各工序的 100% 全检,仍然不能有效降低崩刃和涂层脱落的不合格品率。
目前对涂层新材料、新应用及其磨损机理等方面的研究较多,但对上述不合格现象及原因分析的研究较少,加之该现象多发生在涂层后,因此普遍错误地将其归结为涂层质量问题。
本文基于崩刃和涂层脱落现象,通过制样分析试验发现造成这两种不合格现象的原因[1]均与磨削质量直接相关,并进行了工艺改进。采用的 SEM 电镜照片和 EDS 能谱分析均出自日立公司的 S - 4700 冷场发射扫描电镜。
2. 1 崩刃现象
在对涂层各工序的全检过程中,发现部分典型的崩刃 见图 1 ,但更多的是裂纹。如图 2 所示,有的裂纹在光学显微镜下可见,有的裂纹在电子显微镜下才能清晰可见,还有的裂纹因隐藏于刀具的磨削表面下而未被发现
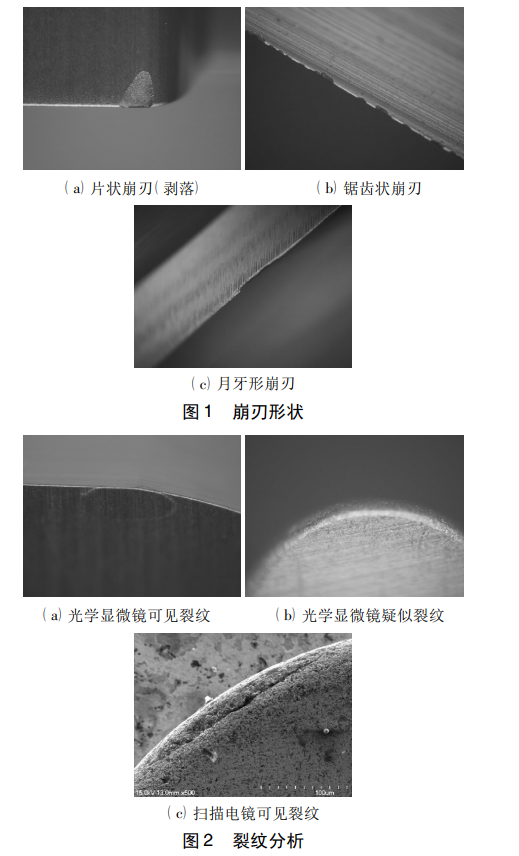
2.1 崩刃分析
用扫描电镜对刀片涂层前 见图 3 和涂层后发现的裂纹 见图 4 分别进行测量。
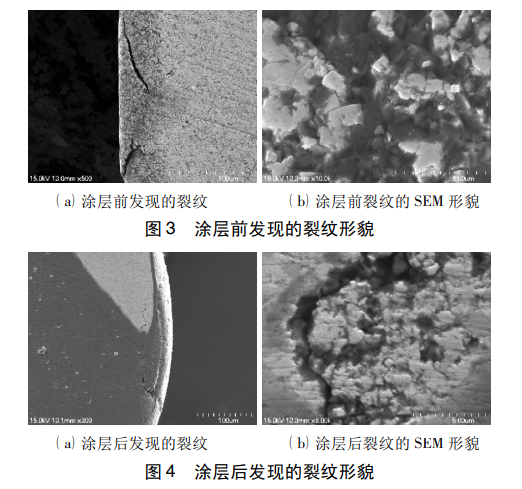
由图 3b 和图 4b 可见,裂纹区域的硬质合金组织疏松,WC 颗粒破碎和 Co 含量降低,是典型的磨削过热表现。其原因是,硬质合金属脆性材料,在磨削过热的情况下因表面残余拉应力超过材料抗拉强度而形成裂纹。当裂纹尺寸超过临界值时,其尖端的应力集中系数为无穷大,只要施加微弱的应力,裂纹便会扩展以消除应力,而裂纹扩展的最终结果会导致材料局部断裂,即崩刃。因此,磨削裂纹是导致崩刃的主要原因。
不同方向的裂纹在不同条件下扩展并导致崩刃所需的时间不同。裂纹扩展贯穿刀具的整个生命周期,崩刃现象在该周期内均可能随时发生。裂纹扩展的速率与应力有关,涂层后崩刃的几率较 大,这与涂层应力相对前处理工序较大一致。因此, 有磨削裂纹的刀片会在之后的工序 包括转序途中 逐渐扩展以致崩刃,并且在涂层结束后出现崩刃高峰。
2. 1 涂层脱落现象
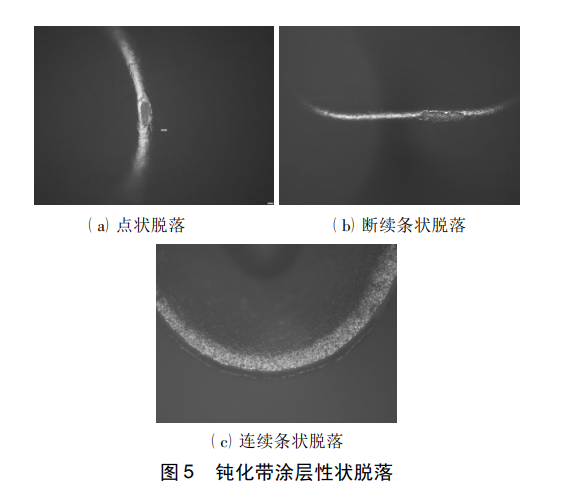
对于钝化带涂层脱落来说,涂层前在光学显微镜下观察不到任何异常现象,涂层后用光学显微镜可以检出。钝化带涂层脱落现象只发生在钝化带上,根据其严重程度可以呈现为点状脱落、断续条状脱落和连续条状脱落 见图 5 。
3. 2 制样与分析
要探究涂层脱落的原因,必须磨制涂层脱落处的截面试样。在磨制时,采用传统镶嵌法会因振动较大而造成二次破坏,且不能精确定位,不易制取到所需试样截面。使用球痕仪测量涂层制样厚度 见图 6 ,通过该仪器的钢球对试样进行点对点磨制。
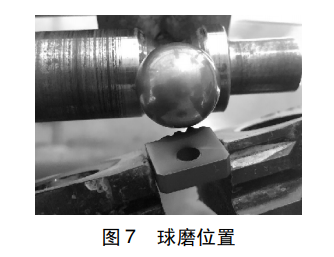
试验方法 应确保钢球与刀具前刀面 或后刀面 相切,并使接触点尽量靠近涂层脱落处 见图7 ,添加金刚石研磨液并启动按钮,根据涂层厚度设定 5 ~ 10s 即完成测量。
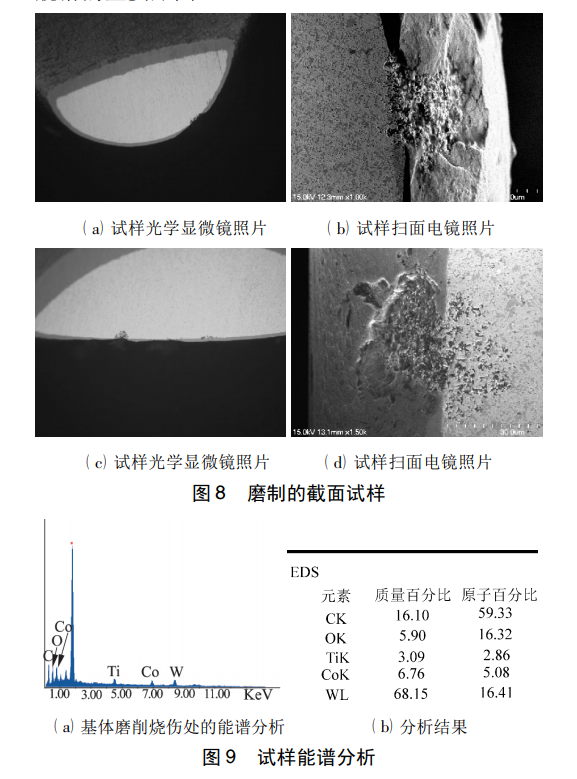
磨制的截面试样见图 8a 和图 8c,对应的扫描电镜检测结果见图 8 b 和图 8d。对图 8d 做进一步的能谱分析得到图 9。分析结果显示 在涂层脱落处均发现基体组织疏松并含 O 元素,WC 颗粒破碎, Co 含量降低,是典型的磨削烧伤表现 钝化带处于刀尖位置,磨削加工时热传导性较差,是磨削烧伤的易感区域 磨削烧伤区域涂层的结合力极低,在涂层应力作用下容易脱落。因此,磨削烧伤是导致涂层脱落的主要原因。
3. 3 其它涂层脱落
在涂层生产中还发现另一种与磨削烧伤无关的涂层脱落现象,即几何形状与涂层厚度不匹配而造成的涂层脱落 见图 10 。其原因是,刀具的钝化半径越小,则应力集中系数越大 涂层厚度越大,则涂层应力也越大,两者迭加易造成涂层脱落,其实质是涂层应力大于结合力。
为使涂层刀具获得良好的切削性能,当涂层厚度大于 6μm 时,则钝化带半径应大于 20μm 刃口无钝化或瀑布型钝化带与后刀面相割形成锋刃时,则涂层厚度不应大于 2μm。
由于磨削裂纹和磨削烧伤均与磨削温度相关, 因此,将降低磨削温度作为工艺改进的方向,既可减 少热量的产生,又能加速热量的传出[2]。主要措施有 ①正确选择砂轮并及时修整,如硬度较软、组织疏松的砂轮磨削产生热量较少 ②合理选择磨削用量,如提高被磨削工件速度和减少径向进给量 ③采用有效的冷却方法和冷却介质,如内冷却方法 ④优化工艺流程,如采用粗磨—光磨—精磨—光磨— 抛光。

可对磨削烧伤采取纠错性工艺,如增加涂层前的玻璃珠干喷砂工序或加强湿喷砂,去除部分轻微烧伤组织。此外,还应管控硬质合金刀具工序间的转序质量,并保持各部件的清洁和干燥,预防钴浸出。
通过对 PVD 涂层的制样分析发现,磨削裂纹是导致硬质合金涂层刀具崩刃的主要原因,磨削烧伤是导致硬质合金涂层刀具涂层脱落的主要原因。涂层厚度和钝化带半径及其几何形状的不匹配也会导致涂层脱落,降低磨削温度可以有效降低崩刃率和涂层脱落率。






 粤公网安备 44190002005385号
粤公网安备 44190002005385号
